Squeeze Casting and Lost Foam Casting
Squeeze China precision machining casting also known as liquid metal forging, is a combination of
casting and forging process The molten
metal is poured into the bottom half of the pre-heated die. As the metal starts
solidifying, the upper half closes the die and applies pressure during the
solidification process. The amount of pressure thus applied is significantly
less than used in forging, and parts of great detail can be produced.
Coring can be used with this process to form
holes and recesses. The porosity is low and the mechanical properties are
improved. Both ferrous and non-ferrous materials can be produced using this
method.
Fig.
6.12 Schematic of squeeze casting process

Lost
Foam Casting
Lost foam casting allows the production of complex parts. The process
produces complex parts and reduces finish machining of the part produced by
lost foam casting.
To
make lost foam casting, a foam pattern of the finished part is made.
The
pattern is dipped into a water solution containing a suspended refractory. The refractory material coats the foam
pattern leaving a thin heat resistant layer. Sand is poured around the pattern
and provides mechanical support to the thin refractory layer. 。 Molten metal is then poured
into the mold, and the molten metal melts and vaporizes the foam. When the
metal becomes solid, it is removed from the sand, thus the name lost foam
casting. Lost foam castings may be of
any shape or size. Materials commonly used in lost foam casting are Aluminum,
iron, steel and nickel alloys. The Lost
Foam casting process originated in 1958 when H.F. Shroyer was granted a patent
for a cavity-less casting method,China precision machining using a polystyrene foam pattern embedded in
traditional green sand.
The polystyrene foam pattern left in the sand is decomposed by the
poured molten metal. The metal replaces
the foam pattern, exactly duplicating all of the features of the original
pattern. Like other investment casting
methods, this requires that a pattern be produced for every casting poured
because it is evaporated (“lost”) in the process.
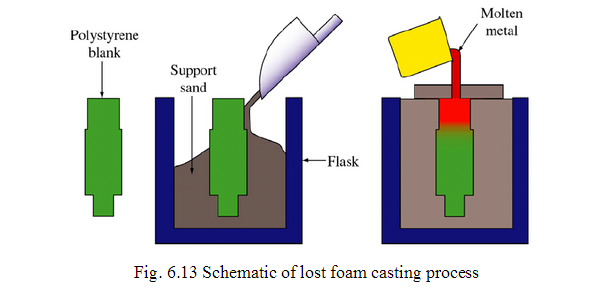
The basic steps to the process include
(Fig. 6.13):
1. A
foam pattern and gating system are made using a foam molding press
2. The foam pattern and the gating system
are glued together to form a cluster of patterns
3.
The cluster is coated with a permeable refractory coating and dried under
controlled conditions
4. The dried, coated cluster is invested in
a foundry flask with loose, unbonded sand that is vibrated to provide tight
compaction
5. The molten metal is poured on to the top
of the gating system which directs the metal throughout the cluster and
replaces the foam gating and patterns
6. The remaining operations such as, shake
out, cut-off,
grinding, heat treat, etc. are
straightforward and similar to other casting processes.
Fig. 6.13 Schematic of lost foam casting
process
Generally, all ferrous and non-ferrous
materials can be successfully cast using the Lost Foam process. Because the foam pattern and gating system
must be decomposed to produce a casting, metal pouring temperatures above
1000°F are usually required. Lower temperature metals can be poured, but part
size is limited. China precision machining In addition, very low
carbon ferrous castings will require special processing.
没有评论:
发表评论