Centrifugal Casting
China metal parts machining Centrifugal casting consists of having sand, metal, or ceramic mold that
is rotated at high speeds. When the molten metal is poured into the mold it is
thrown against the mold wall, where it remains until it cools and solidifies.
The process is being increasingly used for such products as cast-iron pipes,
cylinder liners, gun barrels, pressure vessels, brake drums gears, and
flywheels. The metals used include almost all castable alloys. Because of the
relatively fast cooling time, centrifugal castings have a fine gram size. There
is a tendency for the lighter non-metallic inclusions slagparticles, and dross
to segregate toward the inner radius of the casting where it can be easily
removed by machining. Due to the high purity of the outer skin, centrifugally
cast pipes have a high resistance to atmospheric corrosion.
The principle of centrifugal casting is shown
as Fig. 11.11. The centrifugal force produced by rotation is large compared
with normal hydrostatic forces and is utilized in two ways. The first of these
is seen in pouring, where the force can be used to distribute liquid metal over
the outer surfaces of a mould. This provides a means of forming hollow
cylinders and other annular shapes. The second is the development of high
pressure in the casting during freezing. This, in conjunction with directional
solidification, assists feeding and accelerates the separation of non-metallic
inclusions and precipitated gases. The advantages of the process are therefore
twofold: suitability for casting cylindrical forms and high metallurgical
quality of the product.
The casting China metal parts machining of a plain pipe or tube is accomplished by rotation of a
mould about its own axis, the bore shape being produced by centrifugal force
alone and the wall thickness determined by the volume of metal introduced. This
practice is widely referred to as true centrifugal casting. In
the case of a component of varying internal
diameter or irregular wall thickness a central core may be used to form the
internal contours, feeder heads then being introduced to compensate for
solidification shrinkage. A further step away from the original concept is the
spacing of separate shaped castings about a central down-runner, which forms
the axis of rotation. These variations are referred to respectively as
semicentrifugal casting and centrifuging or pressure casting; in both cases,
since the castings are shaped wholly by the mould and cores, centrifugal force
is used primarily as a source of pressure for feeding.

The rotational axis may be horizontal,
vertical or inclined and important variations exist in respect of mould
material and the method of introduction of the molten metal.
The centrifugal force acting upon a rotating body is proportional to the
radius of rotation and to the square of the velocity:

The
gravitational force on the same mass would be given by:
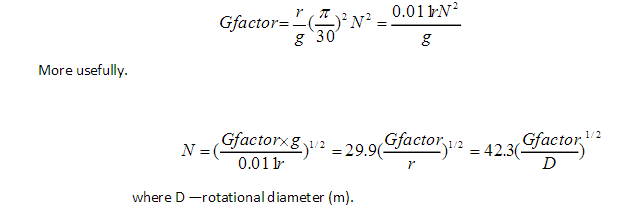
Hence the
factor by which the normal force of gravity is multiplied during rotation is
given by:

Expressed in the
more convenient speed units of revolutions per minute, N, the expression
becomes:
Although centrifugal forces exceeding 200G are attained in some cases,
most practice is empirically based within the range 10-150G, the highest values
being used for open bore cylindrical components of small diameter and the
lowest for semicentrifugal and pressure castings. Speeds generating forces of
60-80G are most commonly quoted for true centrifugal castings. As previously
emphasized, however, the optimum value of centrifugal force diminishes with
increasing diameter.
Cumberland quotes values of 33G for a wide range of plain vertical axis
castings and 15G for semi-centrifugal castings in sand moulds, for which lower
speeds suffice since there is no longer dependence on centrifugal force to
shape the casting. Thornton gives values of 50-100G for die cast and 25-50G for
sand castpots and shaped castings.
This is a process where the mould is rotated rapidly about its central
axis as the metal is poured into it. Because of the centrifugal force, a
continuous pressure will be acting on the metal as it solidifies. The slag,
oxides and other inclusions being lighter, get separated from the metal and
segregates toward the centre. China metal parts machining There are three main types of centrifugal casting
processes. They are: true centrifugal casting, semi-centrifugal casting,
centrifuging.
没有评论:
发表评论